อุปกรณ์การทดสอบการบดดันจอดิจิตอล อุปกรณ์การทดสอบแพคเกจ ISTA 6 AMAZON
รายละเอียด
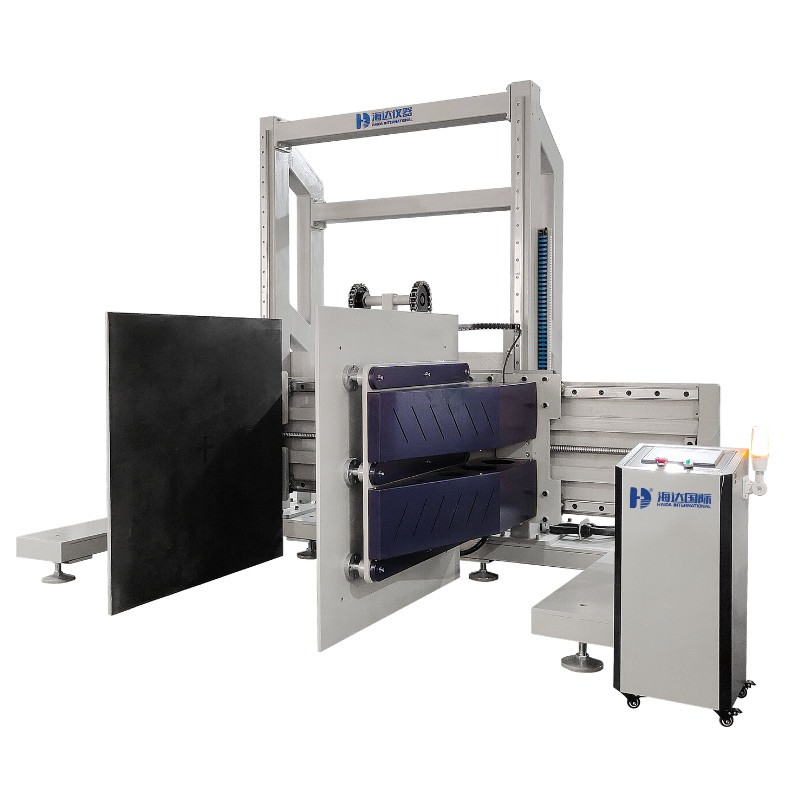
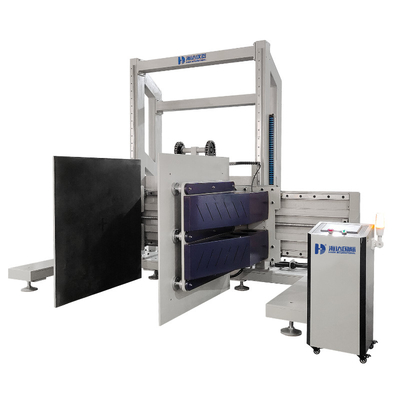
เครื่องทดสอบพัสดุพัสดุ
1เครื่องทดสอบพัสดุคลัมป์
2สูงสุดถึง ASTM D6055
3การควบคุม PLC
ปริมาตร
|
พลังกั้น
|
1T
|
|
สี
|
ไม่จําเป็น
|
|
การแก้ไข
|
1/100000
|
|
พื้นที่ทดสอบ ((L x W x H)
|
100x 100x 100 ซม
|
|
ความเร็วการทดสอบ
|
10±3mm/min
|
|
น้ําหนัก
|
ประมาณ 300kg
|
|
พลัง
|
1#, 220V/50HZ
|
การป้องกันความปลอดภัย
อุปกรณ์ป้องกันความอ้วน, อุปกรณ์ป้องกันความแรงเกิน & อุปกรณ์ป้องกันตําแหน่งจํากัด
วิธีการทดสอบการบดแคลมปริมาณของสินค้าขนาดใหญ่
1. ก่อนวางสินค้าที่บรรจุไว้ระหว่างแผ่น ตรวจสอบว่าแรงกริมด้วยการใช้ตัวชี้กริมตัวชี้วัดควรวางระหว่างแกนของจุดสับสนของแผ่นประมาณ 1/2 ทางขึ้นแผ่น.
2ทุกครั้งที่ผลิตภัณฑ์ถูกกั้นแรงควรถูกนําไปใช้อย่างน้อย 15 วินาทีและไม่เกิน 1 นาที
3ใช้แรงกริ๊ปบนตัวอย่างด้วยแผ่นวางอยู่บนพื้นและขอบหน้าของแผ่นชลชับกับด้านหน้าของบรรจุ (ดูรูปแผ่นชลชับ 4)ถ้าแพ็คเกจใหญ่เกินไปสําหรับ clamps จะถูกล้างไปยังขอบด้านหน้า (iเช่น ตู้เย็นขนาดใหญ่, แทรคเตอร์ ฯลฯ) จับใกล้ขอบเท่าที่จะเป็นไปได้
4. กั้นผลิตภัณฑ์ทั้งหมด 10 ครั้งในทิศทางล้าง
5. ใช้แรงกริมบนผลิตภัณฑ์ที่บรรจุไว้ด้วยแผ่นในตําแหน่งออฟฟสต์ 6 × 6 นิ้ว ((15.2 × 15.2 ซม.ทั้งขนาดออฟเฟตแนวราบและแนวตั้งจะวัดที่มุมด้านล่างด้านหน้าของแผ่น. หากพัสดุใหญ่เกินไปสําหรับคล็อปที่จะวาง 6 นิ้วจากขอบด้านหน้า (เช่นตู้เย็นใหญ่, แทรคเตอร์ เป็นต้น) คล็อปใกล้กับตําแหน่งนี้เป็นไปได้
1) ยกเว้นหมายเลข 1: สําหรับผลิตภัณฑ์ขนาดใหญ่ที่มีการสลิดภายนอกที่ชัดเจนและมองเห็น (ดูรูป 6)การทดสอบคลับออฟเฟตไม่ได้ดําเนินการถ้าผลิตภัณฑ์ไม่ได้ขยายออกไปนอกส่วนใด ๆ ของสกิดและมีรูปแบบการจัดการหรือหมายเหตุที่ชี้ให้สกิดเพียงจากสกิดถ้าไม่มีกราฟฟิกหรือไม่ได้แสดงให้เห็นเรื่องนี้หรือมีบาง overhang นอก skid แล้วโปรโตคอลการทดสอบ clamp ทั้งหมดจะดําเนินการ
2) ข้อยกเว้นที่ 2: หากความสูงของผลิตภัณฑ์ เมื่อวางอยู่ในทิศทางการขนส่งปกติของมัน ≤ 12 นิ้ว การทดสอบออฟเซต 6 x 6 นิ้วจะไม่ดําเนินการ
6. จับผลิตภัณฑ์ทั้งหมด 10 ครั้งด้วยจับในตําแหน่งออฟฟสเตท 6 x 6 นิ้ว
7ย้ําขั้นตอนที่ 52.5 ยกเว้นที่มีตําแหน่งกริ่งออฟเซต 2 x 6 นิ้วการออฟเฟส 2 x 6 นิ้วคล้ายกับการออฟเฟส 6 x 6 นิ้ว ยกเว้นแผ่นที่ตั้งอยู่ดังนั้นพวกเขาเป็น 2 นิ้วจากพื้นและ 6 นิ้วกลับจากขอบด้านหน้าของแพคเกจ. หากพัสดุใหญ่เกินไปสําหรับ clamps จะวาง 2 นิ้วจากขอบด้านหน้า (เช่นตู้เย็นใหญ่, แทรคเตอร์, ฯลฯ), clamps ใกล้กับตําแหน่งนี้เป็นไปได้
8.ซ้ําซัดล้างและออฟเซ็ตบนทุกด้านอื่น ๆ ของผลิตภัณฑ์ที่แสดงในกราฟิกการจัดการเป็นที่ยอมรับสําหรับการจัดการกับคลับ
ตามมาตรฐานคําพิพากษา ถ้ามีรายการหนึ่งที่ล้มเหลวในการทดสอบ
ปริมาตร
|
ความแข็งแรงในการกั้น:
|
50-3000 กิโลกรัม
|
|
ขนาดของบอร์ด clamping:
|
ขนาด 1200x1200 มิลลิเมตร
|
|
สถานที่กั้นสูงสุด:
|
1200x1200x1200 มม
|
|
พื้นที่กั้นขั้นต่ํา:
|
400x1200x1200 มิลลิเมตร
|
|
ความเร็วการจับ:
|
5-50 มิลลิเมตร/นาที
|
|
พื้นที่จากบนลง:
|
100-600 มิลลิเมตร ปรับได้ สามารถปรับแต่งได้
|
|
ขนาด: 3
|
810 ในปี 1900 ในปี 2100
|
|
น้ําหนัก:
|
800 กิโลกรัม
|
|
พลังงาน
|
380v/ 50Hz
|
|
ระบบควบคุม:
|
การควบคุมแบบโปรแกรม PLC
|
วิธีการทดสอบการบดแคลมของสินค้าขนาดเล็ก
ก่อนการทดสอบ clamp, ตรวจสอบว่า clamp สําหรับการใช้ตัวชี้วัดแรง clamp ตัวชี้วัดควรวางระหว่างแกนของจุดสอดคล้องแผ่นประมาณ 1/2 ทางขึ้นแผ่น.
ระหว่างการทดสอบการบดแคลมปริมาณของผลิตภัณฑ์ขนาดเล็ก จะใช้ตัวอย่าง 4 ตัว ดังที่ระบุต่อไปนี้
1หากเมื่อตั้งทิศสําหรับการทดสอบแคลมป์ (ตามกราฟิกการจัดการ) ด้านตั้งตรงกับแผ่นของตัวอย่างเดียว ≤ 24 ′′ (61 ซม.)จากนั้นตัวอย่างที่ 4 ควรวางไว้ข้างๆข้างๆ ตามรูปที่ 1 ((มีตัวอย่าง 2 ตัวด้านล่างและ 2 ตัวด้านบน)
2หากเมื่อมุ่งหน้าสําหรับการทดสอบแคลมป์ ข้างตั้งตรงกับแผ่นของตัวอย่างเดียวคือ > 24 ′′ (61 ซม.), แล้ว 4 ตัวอย่างควรวางในแนวทางด้านบน-ด้านล่างเช่นที่แสดงในรูป 2.เมื่อวาง 4 สูง, ตัวอย่างใดอย่างหนึ่งจะอยู่เหนือด้านบนของแผ่นทั้งหมดตัวอย่างนั้นสามารถถอนออกจากการกั้นในแนวโน้มนี้เท่านั้น ((รูป 3 แสดง 3 MHCs พร้อมสําหรับการทดสอบกั้น โดยตัวอย่างที่ 4 ถอนออกจากการทดสอบในแนวโน้มนี้)
3 ทุกครั้งที่ตัวอย่างถูกกดแรงให้ใช้อย่างน้อย 15 วินาที และไม่เกิน 1 นาที
4 ใช้แรงกริ๊มปลานท์บนตัวอย่างที่มีแผ่นวางอยู่บนพื้นและตัวอย่างล้างกับขอบด้านหน้าของแผ่น (ดูรูป 2)ถ้าตัวอย่างใหญ่เกินไปสําหรับ clamps จะถูกล้างไปยังขอบด้านหน้า, แคลมให้ใกล้ขอบเท่าที่จะทําได้
5หมัดสินค้าทั้งหมด 10 ครั้งด้วยหมัดในทิศทางล้าง
6. ใช้แรงกริ๊ปบนผลิตภัณฑ์ที่บรรจุด้วยแผ่นในตําแหน่งออฟฟสเตท 2 × 2 นิ้ว ((ดูรูป 3)ทั้งขนาดออฟเฟตแนวราบและแนวตั้งจะวัดที่มุมด้านล่างด้านหน้าของแผ่น. หากพัสดุใหญ่เกินไปสําหรับ clamps จะวาง 2 นิ้วจากขอบด้านหน้า, clamps ใกล้กับตําแหน่งนี้เป็นไปได้
7. จับสินค้าทั้งหมด 10 ครั้งด้วยจับในตําแหน่งออฟสเตท
8ย้ําการล้างและ 2x2 นิ้ว offset camping บนทุกด้านอื่น ๆ ของผลิตภัณฑ์ที่ระบุในแผนภาพการจัดการเป็นที่ยอมรับสําหรับการจัดการ clamp.ขึ้นอยู่กับกณิตศาสตร์กล่อง, คุณสามารถใช้ทั้งทิศทางด้านข้างและด้านบน-ด้านล่างระหว่างการทดสอบ clamp.
ISTA คืออะไร?
ISTA หมายถึง องค์กรการขนส่งปลอดภัยระหว่างประเทศ องค์กรทั่วโลกที่เน้นการพัฒนามาตรฐาน โปรแกรมการศึกษา และเครื่องมือเพื่อปรับปรุงการแก้ไขการบรรจุ
ISTA กําหนดโปรโตคอลการทดสอบที่ต้องดําเนินการเพื่อรับรองว่าประเภทของบรรจุภัณฑ์ที่แตกต่างกัน สามารถทนต่อสภาพที่คาดการณ์ได้ที่พวกเขาจะพบระหว่างการขนส่งISTA สร้างเครือข่ายทั่วโลกของบริษัทขนส่งสินค้า, ผู้จัดส่ง, ผู้ผลิต, ห้องทดสอบ, และสถาบันการศึกษาและวิจัย
ทําไมต้องรับรองบรรจุภัณฑ์ด้วย ISTA?
การรับรอง ISTA รับประกันว่า:
หลักฐานที่เห็นได้ชัดของความสอดคล้องของบรรจุภัณฑ์ของคุณกับโปรโตคอลการทดสอบที่ยอมรับระดับสากล ดังที่พิสูจน์ด้วยป้าย ISTA
ระยะเวลาในการตลาดที่เร็วขึ้น เพื่อให้มีข้อดีต่อการแข่งขัน เนื่องจากการเติบโตอย่างรวดเร็วของการค้าอิเล็กทรอนิกส์
ผลิตภัณฑ์ของคุณจะสามารถทนต่อการกระแทก, การสั่นสะเทือน, การบดและสภาพอากาศที่รุนแรงตามที่ต้องการจากรายละเอียดของคุณ
เพิ่มความพึงพอใจของลูกค้า โดยการปรับปรุงชื่อเสียงของแบรนด์ของบริษัทของคุณ
เกี่ยวกับไฮดา
ผลิตภัณฑ์ไฮด้าถูกใช้อย่างแพร่หลายในผลิตภัณฑ์กระดาษ แพคเกจ พิมพ์หมึก เทปติดต่อ กระเป๋า รองเท้า ผลิตภัณฑ์หนัง สิ่งแวดล้อม ของเล่น ผลิตภัณฑ์เด็ก เครื่องจักรกล ผลิตภัณฑ์อิเล็กทรอนิกส์ผลิตภัณฑ์พลาสติก, ผลิตภัณฑ์ยางและอุตสาหกรรมอื่น ๆ และสามารถนําไปใช้กับหน่วยวิจัยทางวิทยาศาสตร์, สถาบันตรวจสอบคุณภาพและสาขาวิชาการทั้งหมดDIN, BS และมาตรฐานในประเทศและสากลอื่น ๆ


 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!